










Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.




Descripción
Capacidad de suministro e información a...
Paquete: cartón, paleta de PE, caja de plástico
productividad: 2000/MONTH
transporte: Ocean,Air
Lugar de origen: NINGBO
Apoyo sobre: 300000/MONTH
Certificados : ISO/TS16949:2009
HS-Code: 7616991090
Hafen: NINGBO,SHANGHAI
Tipo de Pago: T/T
Incoterm: FOB,FCA
Embalaje y entrega
Descripción
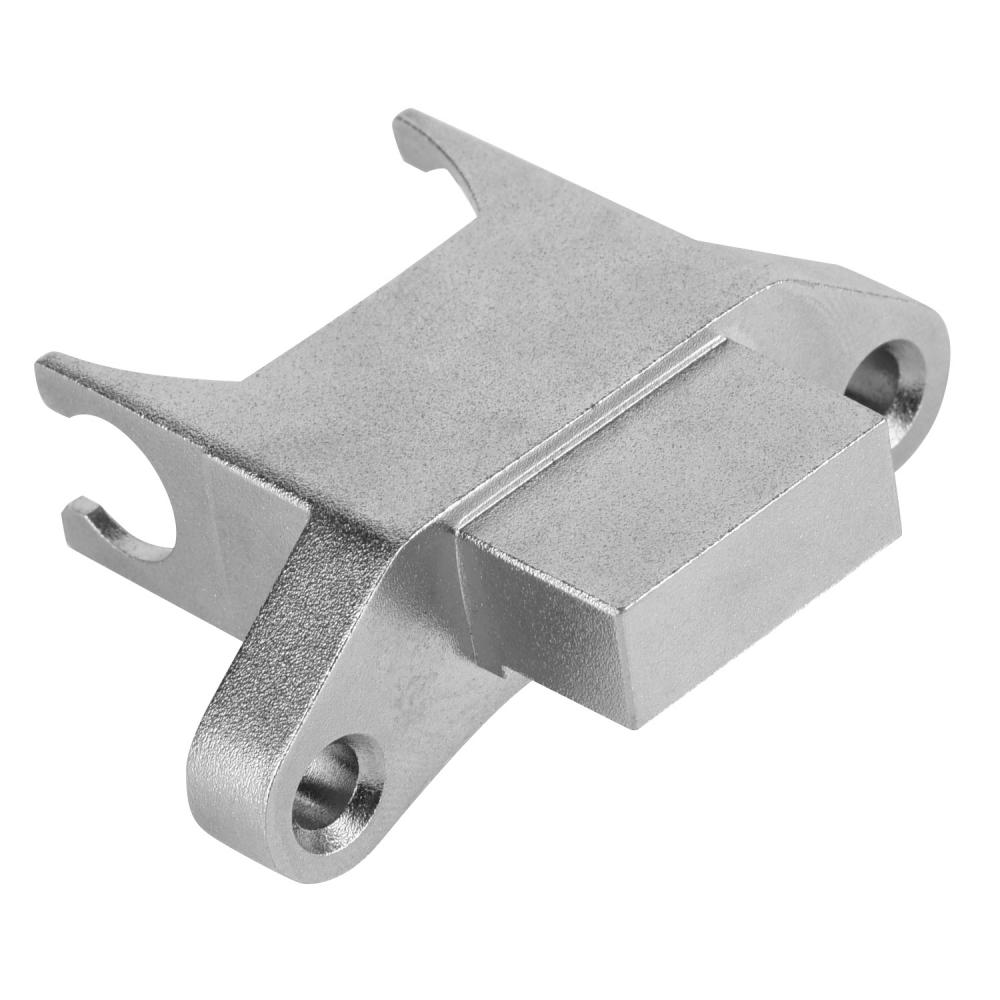
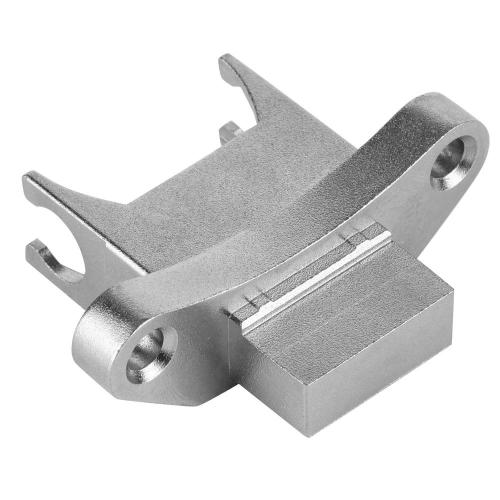
Pieza de fundición a presión de aluminio de alta presión para caja de engranajes
La parte requiere un tratamiento de recubrimiento en polvo, por lo que la densidad de la parte es muy importante, la parte no calificada generalmente tiene mucho vacío en su interior. Por lo tanto, el diseño del molde es muy importante, como el diseño de la ubicación de la compuerta de inyección, la guía, el sistema de ventilación, etc. La tecnología de recubrimiento en polvo tiene un proceso de curado en el horno a una temperatura de aproximadamente 200 grados, en este caso, el la porosidad dentro de las piezas se expandirá para salir, lo que provocará burbujas en la superficie de la pieza, dicho defecto es inaceptable.
Es una parte que se utiliza como cabezal de montaje en el sistema Gearbox. La tecnología para esta parte es la fundición a presión a alta presión. Nuestra fábrica se especializa en esta industria por más de 16 años. El material para esta parte es ADC-12, una aleación de aluminio más común en la industria de fundición a presión.
Para este producto, debemos prestar mucha atención a la deformación.
Características: la deformación general de la geometría de fundición no cumple los requisitos de diseño.
Causas
1, el diseño de la estructura de fundición es malo, causa una contracción desigual.
2, la apertura del molde es demasiado temprana, la rigidez de fundición no es suficiente.
3, inclinación de fundición demasiado pequeña.
4. Operación inadecuada de la fundición.
5. Colocación inadecuada de la varilla de empuje.
Medidas de exclusión
1, mejorar la estructura de fundición, de modo que la uniformidad del espesor de la pared.
2, determinar el mejor tiempo de apertura del molde, fortalecer la rigidez de fundición.
3. Amplíe la inclinación de fundición.
4, tome el bastidor debe tener cuidado, manejar con cuidado.
5. La aplicación de una caja especial para fundición y la forma de quitar la compuerta debe ser adecuada.
6. Algunos moldes deformados pueden eliminarse mediante la conformación.
Además, para el diseño del molde, se debe prestar gran atención a las líneas de separación, considerando la conveniencia para la operación de desbarbado, pulido.
Por cierto, como productor experimentado de fundición a presión, generalmente realizaremos un análisis de solidificación antes de la construcción de la matriz.
Material: ADC-12
Número de cavidad: 4
Tecnología de proceso: fundición a presión a alta presión
Dimensiones del producto: personalizado
Tolerancia general de fundición: Grado GB-CT4
Acabado de superficie: pulido, granallado
Procesos de flujo: fundición a presión, recorte, desbarbado, pulido, desbarbado vibratorio para suavizar la superficie, mecanizado, limpieza, embalaje, envío
Medida de control: prueba de material entrante, inspección del primer artículo, inspección de enrutamiento, inspección final del artículo y control de calidad saliente
Equipo de inspección: CMM, pinza, calibrador de enchufe
Aplicación: autopartes
Certificado: ISO / TS16949: 2009
Plazo de entrega: 30-35 días
Término comercial: FOB Ningbo




Productos




Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.